


Tûleya pola ji bo Parçeyên Otomobîlan / SCM420H SCM440H SCM435 cars lûleyên pola
Features
Dersa materyalê:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C hwd.
Dermankirina Rûyê:
1.Barkirin
2. Boyaxa Reş (pêkhatina varnîşê)
3.Galvanîzekirin
4.Rûn kirin
5.Li gor mişteriyan.
JIS G3445 lûleyên pola yên rast bi piranî di otomobîl û beşên makîneyên rast ên ji bo gerîdok û silindir de têne bikar anîn.bikaranîna zextê, û her weha ji bo veguheztina buhar, av, xetên boriyên gazê.
Pêkhatina kîmyewî
| Sinif | Navnîşan | Yekîne (%) | ||||||
| C | Si | Mn | P | S | Nb an V | |||
| Pola 11 | A | STKM 11A | 0.12 herî zêde. | 0,35 herî zêde. | 0.60 herî zêde. | 0.040 herî zêde. | 0.040 herî zêde. | - |
| Pola 12 | A | STKM 12A | 0.20 herî zêde. | 0,35 herî zêde. | 0.6 herî zêde. | 0.04 herî zêde. | 0.04 herî zêde. | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| Pola 13 | A | STKM 13A | 0,25 herî zêde. | 0,35 herî zêde. | 0,30~0,90 | 0.040 herî zêde. | 0.040 herî zêde. | - |
| B | STKM 13B | |||||||
| C | STKM 13C | |||||||
| Pola 14 | A | STKM 14A | 0.30 herî zêde. | 0,35 herî zêde. | 0,30~1,00 | 0.040 herî zêde. | 0.040 herî zêde. | - |
| B | STKM 14B | |||||||
| C | STKM 14C | |||||||
| Pola 15 | A | STKM 15A | 0,25~0,35 | 0,35 herî zêde. | 0,30~1,00 | 0.040 herî zêde. | 0.040 herî zêde. | - |
| C | STKM 15C | |||||||
| Pola 16 | A | STKM 16A | 0,35~0,45 | 0.40 herî zêde. | 0,40~1,00 | 0.040 herî zêde. | 0.040 herî zêde. | - |
| C | STKM 16C | |||||||
| Pola 17 | A | STKM 17A | 0,45~0,55 | 0.40 herî zêde. | 0,40~1,00 | 0.040 herî zêde. | 0.040 herî zêde. | - |
| C | STKM 17C | |||||||
| Pola 18 | A | STKM 18A | 0,18 herî zêde. | 0,55 herî zêde. | 1.50 herî zêde. | 0.040 herî zêde. | 0.040 herî zêde. | - |
| B | STKM 18B | |||||||
| C | STKM 18C | |||||||
| Pola 19 | A | STKM 19A | 0,25 herî zêde. | 0,55 herî zêde. | 1.50 herî zêde. | 0.040 herî zêde. | 0.040 herî zêde. | - |
| C | STKM 19C | |||||||
| Pola 20 | A | STKM 20A | 0,25 herî zêde. | 0,55 herî zêde. | 1.60 herî zêde. | 0.040 herî zêde. | 0.040 herî zêde. | 0,15 herî zêde |
Taybetmendiyên mekanîkî
| Pola Pola | Hêza Hilberînê (Mpa) | Hêza Tensilê (Mpa) | Dirêjbûn (%) | |
| Nav | Na. | ReH (min) | Rm(min) | A (min) |
| STKM 11A |
| _ | 290 | 35 |
| STKM 12A |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
Bêhne
| MEZINAYÎ | Toleransa destûr | Toleransa Taybet | ||
| OD | WT | OD | WT | |
| 4mm-20mm | ± 0,25 mm | <3mm± 0.3mm;
≥3mm ±10%
| ± 0.05mm | ± 0.05mm |
| 20mm-30mm | ± 0,25 mm | ± 0.08mm | ± 0.08mm | |
| 31mm-40mm | ± 0,25 mm | ± 0.10mm | ± 0.08mm | |
| 41mm-49mm | ± 0,25 mm | ± 0.15mm | ± 0.15mm | |
| 50mm-80mm | ±0,5% | ± 0.20mm | ± 0.20mm | |
| 81mm-120mm | ±0,5% | ±0.30mm | ±0.30mm | |
Şertê radestkirinê
| Navnîşan | Nîşan | Terîf |
| Sar qediya (zehmet) | BK(+C) | Li dû çêbûna sarbûna dawîn lûle nabin dermankirina germê û, bi vî rengî, li hember deformasyonê xwedan berxwedanek pir zêde ne. |
| sar qediyayî (nerm) | BKW | Dermankirina germê ya paşîn bi xêzkirina sar a ku bi deformasyona tixûbdar ve girêdayî ye tê şopandin.Pêvajoya guncav a din rê dide astek diyarkirî ya sar çêdibe (mînak çekirin, berfirehkirin) |
| (+LC) | ||
| Sermayê qediya û ji stresê xilas dibe | BKS(+SR) | Tedawiya germê piştî pêvajoya dawîn a sarbûnê tê sepandin.Di bin şert û mercên pêvajoyek guncan de, zêdebûna zextên mayî yên ku tê de hene hem çêkirin û hem jî makînasyona heya dereceyek diyar dike. |
| Annealed | GBK(+A) | Pêvajoya avabûna sar a paşîn di atmosferek kontrolkirî de li dûv helandinê tê. |
| Normal kirin | NBK(+N) | Pêvajoya damezrandina sar a paşîn li dûv helandina li jor xala veguherîna jorîn di atmosferek kontrolkirî de tê şopandin. |
Şertê radestkirinê
| Navnîşan | Nîşan | Terîf |
| Sar qediya (zehmet) | BK(+C) | Li dû çêbûna sarbûna dawîn lûle nabin dermankirina germê û, bi vî rengî, li hember deformasyonê xwedan berxwedanek pir zêde ne. |
| sar qediyayî (nerm) | BKW | Dermankirina germê ya paşîn bi xêzkirina sar a ku bi deformasyona tixûbdar ve girêdayî ye tê şopandin.Pêvajoya guncav a din rê dide astek diyarkirî ya sar çêdibe (mînak çekirin, berfirehkirin) |
| (+LC) | ||
| Sermayê qediya û ji stresê xilas dibe | BKS(+SR) | Tedawiya germê piştî pêvajoya dawîn a sarbûnê tê sepandin.Di bin şert û mercên pêvajoyek guncan de, zêdebûna zextên mayî yên ku tê de hene hem çêkirin û hem jî makînasyona heya dereceyek diyar dike. |
| Annealed | GBK(+A) | Pêvajoya avabûna sar a paşîn di atmosferek kontrolkirî de li dûv helandinê tê. |
| Normal kirin | NBK(+N) | Pêvajoya damezrandina sar a paşîn li dûv helandina li jor xala veguherîna jorîn di atmosferek kontrolkirî de tê şopandin. |
| Tîpên Pola Precision Bilind li Stock | ||||||||||
| OD | Stûrahî (mm) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1.5 | 6*2 | |||||||
| 8 | 8*1 | 8*1.5 | 8*2 | |||||||
| 10 | 10*1 | 10*1.5 | 10*2 | 10*2.5 | ||||||
| 12 | 12*1 | 12*1.5 | 12*2 | 12*2.5 | 12*3 | |||||
| 14 | 14*1 | 14*1.5 | 14*2 | 14*2.5 | 14*3 | |||||
| 15 | 15*1 | 15*1.5 | 15*2 | 15*2.5 | 15*3 | 15*3.5 | ||||
| 16 | 16*1 | 16*1.5 | 16*2 | 16*2.5 | 16*3 | 16*3.5 | 16*4 | 16*4.5 | ||
| 18 | 18*1 | 18*1.5 | 18*2 | 18*2.5 | 18*3 | 18*3.5 | 18*4 | 18*4.5 | ||
| 20 | 20*1 | 20*1.5 | 20*2 | 20*2.5 | 20*3 | 20*3.5 | 20*4 | 20*4.5 | 20*5 | |
| 22 | 22*1 | 22*1.5 | 22*2 | 22*2.5 | 22*3 | 22*3.5 | 22*4 | 22*4.5 | 22*5 | |
| 25 | 25*1 | 25*1.5 | 25*2 | 25*2.5 | 25*3 | 25*3.5 | 25*4 | 25*4.5 | 25*5 | |
| 28 | 28*1 | 28*1.5 | 28*2 | 28*2.5 | 28*3 | 28*3.5 | 28*4 | 28*4.5 | 28*5 | |
| 30 | 30*1 | 30*1.5 | 30*2 | 30*2.5 | 30*3 | 30*3.5 | 30*4 | 30*4.5 | 30*5 | 30*6 |
| 32 | 32*1.5 | 32*2 | 32*2.5 | 32*3 | 32*3.5 | 32*4 | 32*4.5 | 32*5 | 32*6 | |
| 34 | 34*1.5 | 34*2 | 34*2.5 | 34*3 | 34*3.5 | 34*4 | 34*4.5 | 34*5 | 34*6 | |
| 35 | 35*1.5 | 35*2 | 35*2.5 | 35*3 | 35*3.5 | 35*4 | 35*4.5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2.5 | 38*3 | 38*3.5 | 38*4 | 38*4.5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2.5 | 40*3 | 40*3.5 | 40*4 | 40*4.5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2.5 | 42*3 | 42*3.5 | 42*4 | 42*4.5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2.5 | 45*3 | 45*3.5 | 45*4 | 45*4.5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2.5 | 46*3 | 46*3.5 | 46*4 | 46*4.5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2.5 | 48*3 | 48*3.5 | 48*4 | 48*4.5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2.5 | 50*3 | 50*3.5 | 50*4 | 50*4.5 | 50*5 | 50*6 | ||
| 54 | 54*2.5 | 54*3 | 54*3.5 | 54*4 | 54*4.5 | 54*5 | 54*6 | |||
| 60 | 60*2.5 | 60*3 | 60*3.5 | 60*4 | 60*4.5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3.5 | 65*4 | 65*4.5 | 65*5 | 65*6 | ||||
| 75 | 75*3.5 | 75*4 | 75*4.5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4.5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| Nîşe: Em dikarin wekî daxwazên we pîvanên din hilberînin.Dermankirina Rûyê: Ronahî, Galvanîzekirin, Fosfat hwd. | ||||||||||
Pêvajoya Çêkirinê
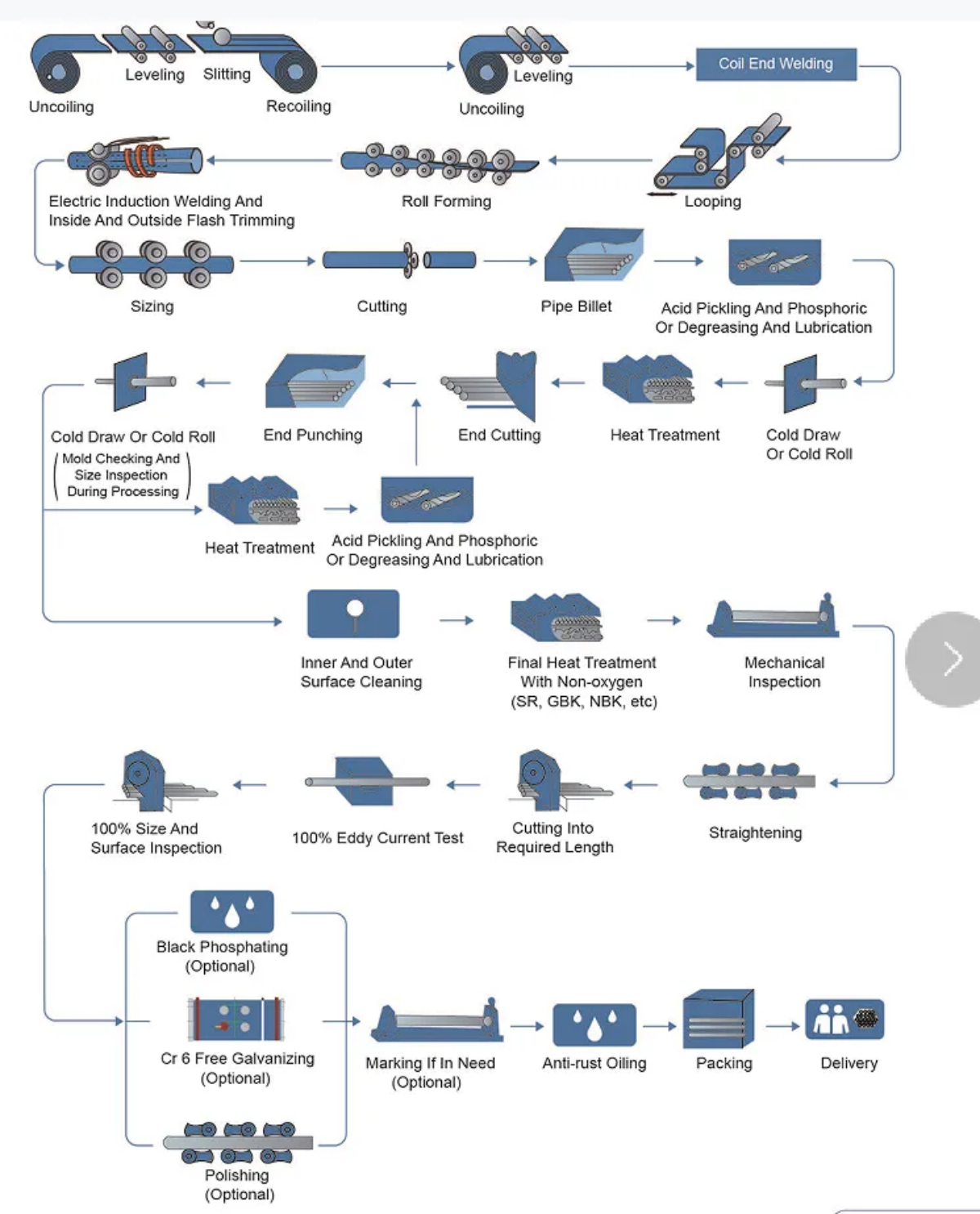
Avantajên

Kontrolkirina hilberan di her qonaxek hilberînê de, ku bi alavên ceribandinê yên bêkêmasî ve hatî çêkirin, xurt bikin: ceribandina tîrêjê ya ne-hilweşîner, makîneya ceribandina berxwedana tansiyona bilind, makîneya ceribandina tîrêjê ya mekanîkî ya gerdûnî, makîneya ceribandina tîrêjên tîrêjê, analîzkera paqijiyê, analîzera hêmanên metal, hwd. Bi taybetmendiyên mekanîkî yên hilberan re hevdîtin bikin, ceribandina performansa pêvajoyê bikin, ji bo hilberên jêhatî garantiyek hêzdar peyda bikin.
Piştrastkirina kalîteyê
1. Li gorî JIS G3445 Standard an standardên din ên hişk.
2. Nimûne: Nimûne ji bo ceribandinê belaş e.
3. Ceribandin: Li gorî daxwaziya xerîdar testa şûşê ya xwê / Testa tansiyonê / êvarê / Testa pêkhatina kîmyewî
4. Sertîfîka: IATF16949, ISO9001, SGS hwd.
5.EN 10204 3.1 Sertîfîka





