
Fosfata rastedlûlecelebek nû ya lûleya berxwedêr a liberxwedanê ye, ku teknîka pêkhatî ya hêlînê spinning bikar tîne.Ew ji hêla fonksiyona mekanîkî ya berhevkirina hêlîna rijandinê ya du materyalên metal ên cûda yên madeya xav bi hev re pêk tê, bi zanistî qalindahiya dîwarê lûleya bingehîn a derveyî bikar tîne da ku zexta xebatê ya pergala lûleyê hilgire, û bi karanîna boriyek alloy-berxwedêr a xêzkirî ji bo hilgirtina pêdiviyên korozyonê yên pergala boriyê.
Li gorî hesinê hesinê leyizkî-berxwedêr ên kevneşopî, pola rijandina alloy-berxwedêr, lûleya pêkhatî ya seramîk a pola, û boriyek kevirê avêtinê, ev fosfata rasted boriyek avantajên jêrîn hene.
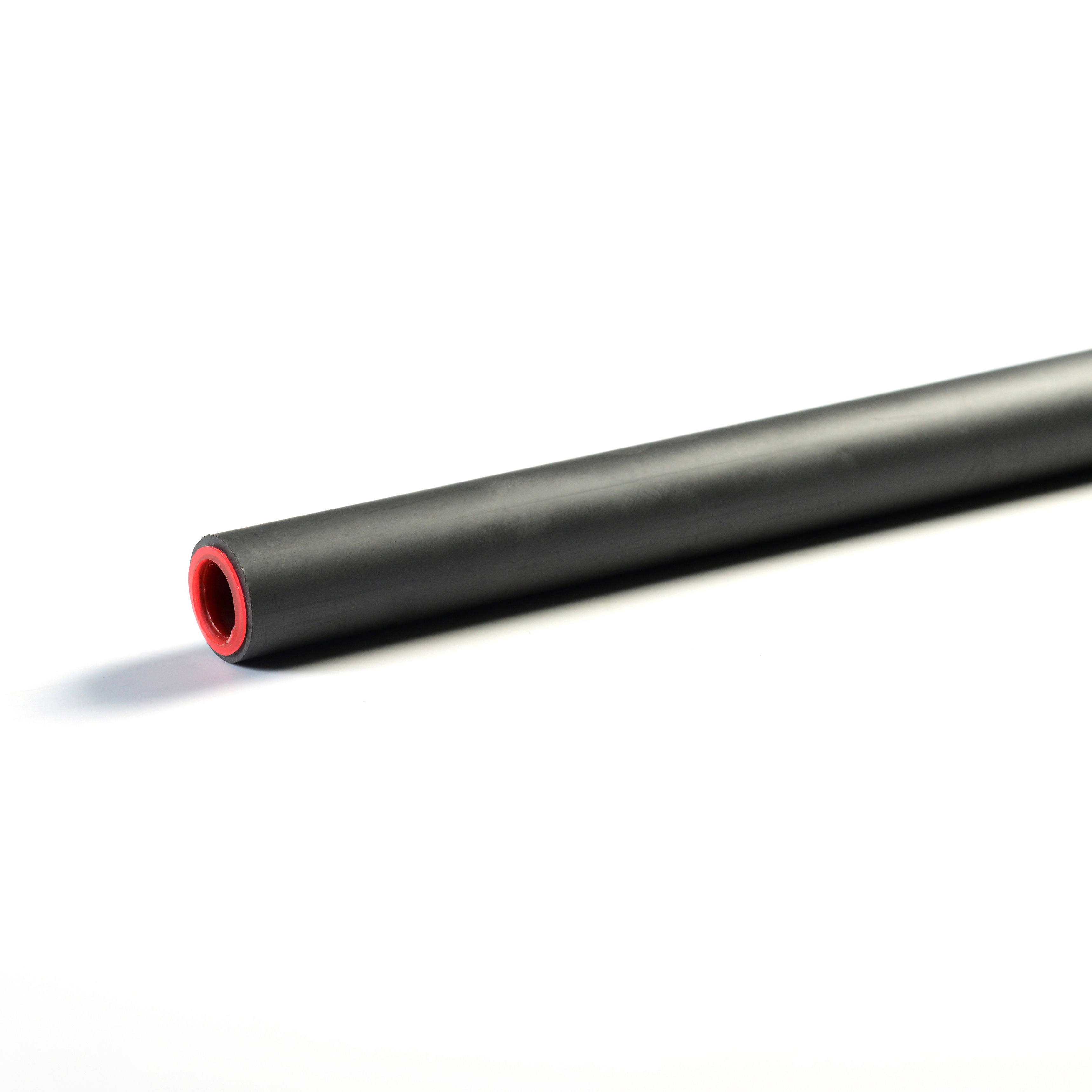
1. Berxwedana cilên baş.
2. Berxwedana zexta bilind, ji bo asta zexta bilind.
3. Rêzeya hundurîn bi lûleya pola ya derve re hişk tête hev kirin, û pêvajoyek taybetî tête hilbijartin da ku di navbera qatên hevedudanî de hevgirtinek çêbike, pêbaweriya xebitandinê misoger dike.
4. Li hember şoka mekanîkî û şoka termal berxwedanek baş heye.
5. Girêdana cîhaza hêsan.Flanges û girêkên maqûl dikarin ji bo girêdanê werin bikar anîn, û dikarin li gorî kêfa xwe werin qut kirin an welding.
Qada bikaranînê:
Pergala veguheztina toza komirê, boriyek veguheztina axê hişk a şil, û pergala komirê ya kevir di santralên termal de
Pergalên din ên veguheztina pneumatîk ji bo perçeyên tozê
Pergala veguheztina slaga hîdrolîk û veguheztina şil bi mezinahiya perçeyên mezintir
Veguheztina materyalên cûda yên madenê
1. Bandora fosfatkirinê
(1) Bandora fosfatkirinê berî kelandinê
① Adheziyona di navbera tebeqeya xêzkirinê de (wek xêzkirina boyaxê) û perçeya xebatê zêde bikin.
② Berxwedana korozyonê ya rûbera rûbera kargehê piştî pêvekirinê baştir bikin.
③ Xemilandinê çêtir bikin.
(2) Bandora fosfatkirina nelihevkirî
① Berxwedana cilê ya perçeya xebatê baştir bikin.
② Di dema makînasyonê de nermbûna perçeya xebatê piştrast bikin.
③ Berxwedana korozyonê ya perçeya xebatê baştir bikin.
2. Serîlêdana fosfatkirinê
Fosfatkirina pola bi giranî ji bo parastina korozyonê û wekî fîlimek bingehîn ji bo boyaxkirinê tê bikar anîn.
(1) Fîlma fosfatkirinê ji bo parastina korozyonê
① Fîlma fosfatê ya parastinê ji bo dermankirina parastina korozyonê ya parçeyên pola tê bikar anîn.Cûreya fîlima fosfatkirinê dikare zinc an manganese be.Girseya serê yekîneya rûberê 10-40 g/m2 ye.Piştî fosfatkirinê rûn, rûn, mûm û hwd.
② Fîlma fosfatkirinê ji bo substratê boyaxê
Adhesion û parastinê di navbera fîlima boyaxê û perçeyên kar ên pola de zêde bikin.Cûreya fîlima fosfatkirinê dikare bingeha zinc an jî kalsiyûmê zinc be.Girseya qada yekîneya fîlima fosfatkirinê 0,2-1,0 g/m2 ye (ji bo qata binê boyaxê li ser perçeyên pola yên deformasyona mezin tê bikar anîn);1-5 g/m2 (ji bo qata binê boyaxê li ser perçeyên pola yên gelemperî tê bikar anîn);5-10 g/m2 (ji bo tebeqeya bingeha boyaxê ya parçeyên pola yên ku di bin deformasyonê de nabin).
(2) Ji bo nermbûna xebata sar, pêlava fosfatê
Giraniya fîlimê li ser yekîneya qada têlê pola û xêzkirina lûleya pola ya welded 1-10 g / m2 ye;Giraniya fîlimê ya yekîneya xêzkirina lûleya fosfatê ya rast 4-10 g/m2 ye;Giraniya fîlimê li ser yekîneya rûbera ku ji perçeyên pola yên derxistina sar pêk tê ji 10 g / m2 mezintir e.
(3) Kişandina fosfatê ji bo kêmkirina kêşanê
Fîlma fosfatkirinê dikare kêşanê kêm bike.Bi gelemperî, fosfatkirina bingeha manganese tê bikar anîn, û fosfatkirina bingeha zinc jî dikare were bikar anîn.Ji bo perçeyên xebatê yên bi valahiyên piçûk ên dînamîkî, girseya fîlima fosfatê 1-3 g / m2 ye;Ji bo perçeyên xebatê yên bi valahiya dînamîkî ya mezin (gearboxê), girseya fîlima fosfatê 5-20 g / m2 ye.
(4) Çêkirina fosfatê ji bo însulasyona elektrîkê
Bi gelemperî, fosfatkirina bingeha zinc tê bikar anîn.Ji bo dermankirina fosfatkirina wafera silicon di motor û transformatoran de tê bikar anîn.
Dema şandinê: Tebax-24-2023